Sorting and grading
11. Sorting and grading
Before processing fruits and vegetables it is necessary to obtain the required uniformity of the raw material. Components which are inedible or have different physical characteristics to the initial product must be removed.
A part of the harvested fruit and vegetable for fresh market get stored for shorter or longer period. After the storage, prior to selling the product must be cleaned, sorted by size, colour, shape or weight, in some cases than packed in uniform units. These activities increase the value of the product: the clean, uniform in size, in colour etc. fruit and vegetable lots are more valuables than the mixed ones.
The above tasks can be carried out by the activities which are often mixed: by sorting and grading.
Sorting means the separation of raw materials into categories on the basis of shape, size, weight, image and colour, density, blemish, internal/taste, etc.
Meanwhile grading is the assessment of a number of characteristics of fruits and vegetables to obtain an indication of their overall quality. A few characteristics cannot be examined automatically, in these cases grading is carried out by trained operators. In some cases grading is based on laboratory analyses results.
Generally speaking: grading is the result of more than one quality assessment. That’s why is grading more expensive than sorting (which looks at only one characteristic).
The sorting/grading process can be carried out on sorting/grading lines. It combines many smaller units, all of which has its own task.
The main activities of the sorting/grading process can be:
-
supplying the product on the line,
-
sorting out the worthless and unusable part,
-
cleaning the valuable lots
-
sorting and/or grading by measurable quality characteristics,
-
delivering the lots into different collecting facilities, and finally
-
packing
The sorting/grading lines can be divided generally into
-
supplying
-
sorting/grading and
-
delivering parts (Figure 11.1)

Figure 11.1 Main parts of a sorting/grading line.
1.: supplying unit, 2.: sorting/grading unit, 3.: delivering parts
11.1 Activities on sorting lines
11.1.1 Supplying
Mostly they have to deal with the product transported from the field in pallet bins. An important part of them are the bin emptying machines. The pallet bins can be emptied dry or wet (in water). In both cases the main goal is to avoid damages to the product.
The figure 11.2 shows a typical solution of dry emptying. Firs an extra top (3) is placed on the pallet bin (2) than a mechanism (1,4,5) tilts the bin. With the partly opening of the top the fruits roll out smoothly of the bin.
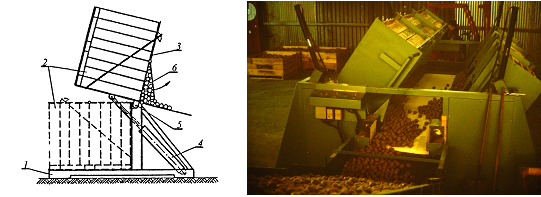
Figure 11.2 Tool for dry emptying of pallet bins
For delicate fruits the emptying into water is the better solution. Figure 11.3 shows the principle of such technologies. Pushing the pallet bin under water the fruits will swim on the water surface due to their lower density. An artificial water stream is needed to drive the fruits to the conveyor.
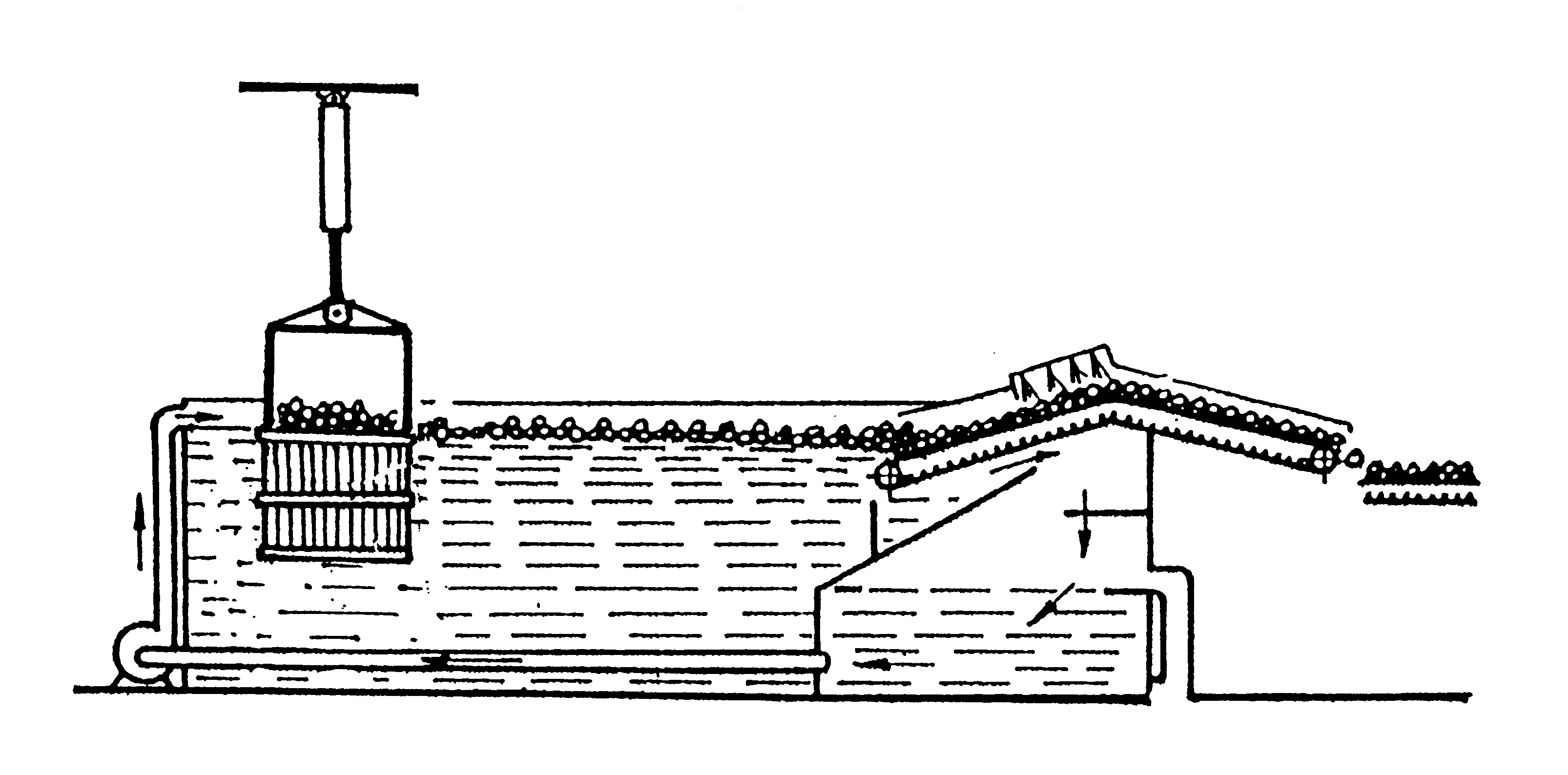
Figure 11.3 Technique for emptying the pallet bins into water
11.1.2 Sorting out of worthless parts
The sorting line starts in most of the cases with sorting out of worthless and unusable parts, products with quality below standards, damaged pieces, impurities, like stems, leaves, soil clods etc. Sorting out can be done by a sieve conveyor with square measuring gaps or even manually (see Figure 11.4).
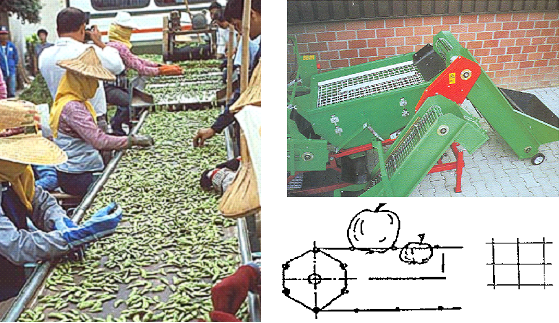
Figure 11.4 Machines for sorting out of worthless and unusable parts
11.1.3 Cleaning machines
Cleaning the surface of the products from impurities (i.e. mud) is carried out at the very beginning of the technology line to prevent the stain of further machines and the other products. We may distinguish between dry cleaners and wet cleaners (washer).
The usual dry cleaning machines are supplied with one or two layers of rotating brushes (Figure 11.5). They produce a great amount of dust, which must be sucked away by fan, than filtered and settled.
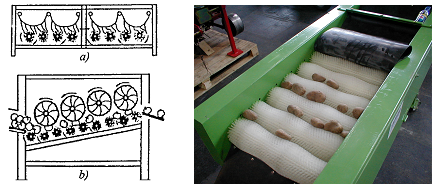
Figure 11.5 Dry cleaners with one and two layers of rotating brushes
In some cases wet cleaning machines are combining rotating brushes and water sprayers. In other cases the product is driven through a water filled washing tank by rotating brushes (See Figure 11.6).
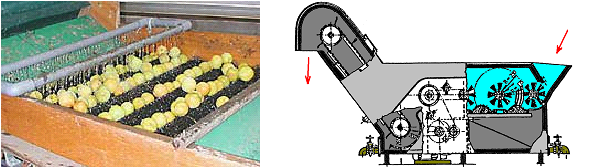
Figure 11.6 Wet cleaners: rotating brushes with water sprayers (Left) and washing tank
11.1.4 Sorting
Sorting can be done by using sorting aids or automatic sorting machines. Using sorting aids the decision is made by the manpower, the aids are only facilitating the work.
Such aids are conveyor belts, roller conveyors and belt conveyors.
Conveyor belts are used for small size or irregular shaped products, like strawberries, cherries, peppers, etc (Figure 11.7).

Figure 11.7 Conveyor belt for sorting pepper
For round products either roller conveyors or belt conveyors are the good choice (Figure 11.8). In both cases the fruits (apples, oranges, etc.) or vegetables (tomatoes, onions, etc) are rotating, so the workers don’t have to take the products one-by-one in their hands to make the decision.
The roller conveyor rotates the product along its horizontal axis. At the belt conveyors the speed of neighbouring belts is different: they are rotating the products around their vertical axis.
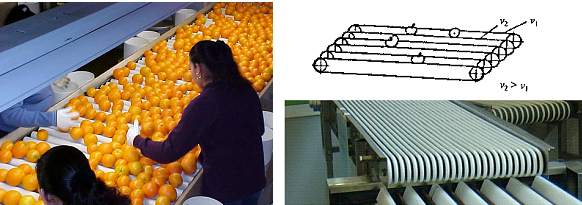
Figure 11.8 Roller and belt conveyors for sorting manually
General rule for manual sorting: the product should not be separated in more than 3 different fractions by a sorter.
Automatic sorting machines are available for size, colour, shape, weight, density and
internal/taste (NIR) separation (see later).
11.1.4.1 Size sorting
The sorting by size separates solids into two or more fractions on the basis of different sizes, usually by sieving or screening. Size sorting is one of the methods to get uniform lots of fresh market products. It is also important for fruits and vegetables which have to be heated or cooled, as large differences in size might lead to over- or under-processing of the product.
Size sorting can be carried out according the biggest square diameter and according more square diameters. In both cases static and dynamic sorting can be distinguished (Figure 11.9).
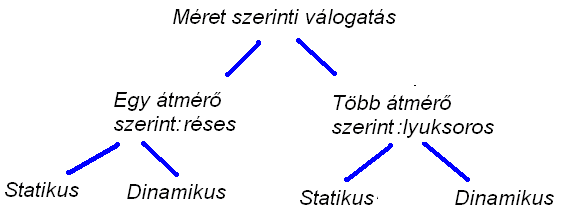
Figure 11.9 Methods for size sorting
Sorting according biggest square diameter and according more square diameters can be explained on a typical apple-shaped object. According Figure 11.10 when sorting according the biggest square diameter the object can get by chance either in the size fraction D or h. When sorting according more square diameters the only size fraction which matches is D.
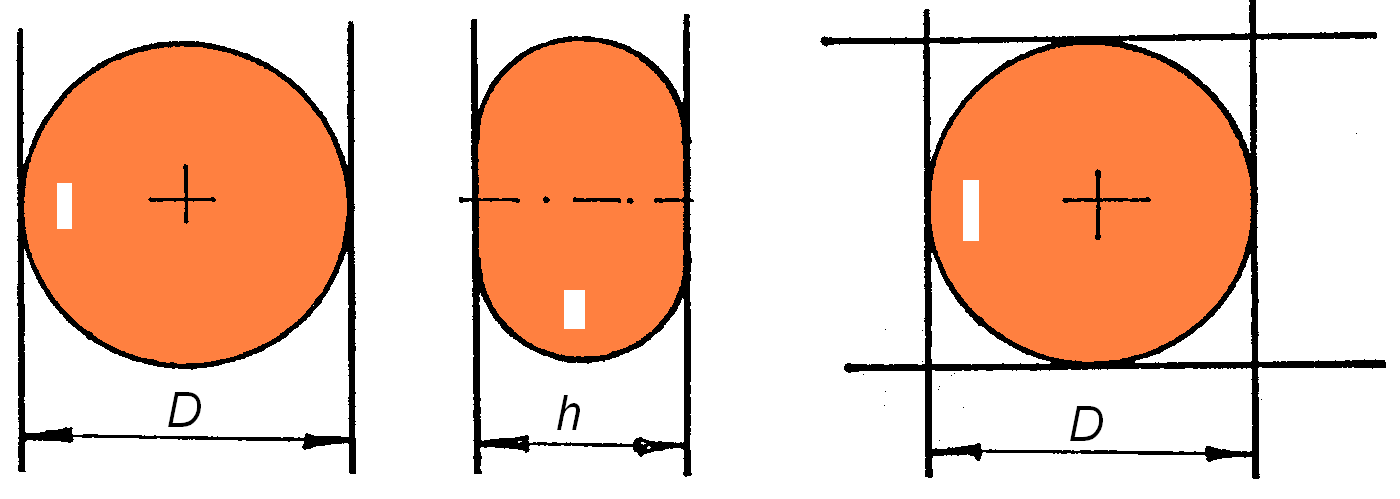
Figure 11.10 Sorting according biggest square diameter and according more square diameters
When sorting according biggest When sorting according more
square diameter the result depends on than one square diameters:
the position of the product: correct separation
uncertain sorting
The sorting process is called static, when the product doesn’t move relative to the sorting element.
The sorting is called dynamic, when the product is moving (turning) relative to the sorting element.
Examples for the different sorting possibilities according Figure 11.9.
Sorting statically according biggest square diameter can carry out using a series of grid conveyors of different gaps, or by a pair of diverging belts (Figure 11.11)
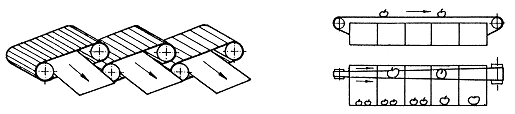
Figure 11.11 Series of grid conveyors (left) and a pair of diverging belts
Sorting dynamically according biggest square diameter can be carried out by using a conic turning table, where the measuring gaps are increasing gradually (Figure 11.12). It works dynamically, because the products are rolling relative to the gap.
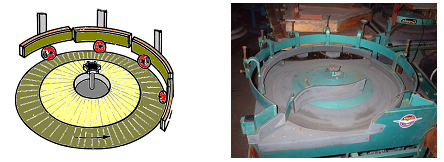
Figure 11.12 Conic turning table for sorting dynamically
The continuously changing gaps on the roller conveyor sort also dynamically and according the biggest square diameter (Figure 11.13 ).
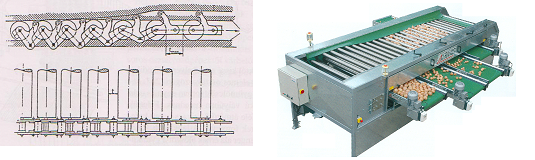
Figure 11.13 Dynamic sorting by a roller conveyor with continuously changing gaps
Sorting statically according more than one square diameter
The two different types of sieve conveyors and the sieve cylinder in the Figure 11.14 are sorting according more than one square diameter of the product, but there is no speed difference between the gaps and products (static sorting).
The gaps are increasing from sorting unit to sorting unit. The oversize fruits or vegetables don’t fall through on the last unit.
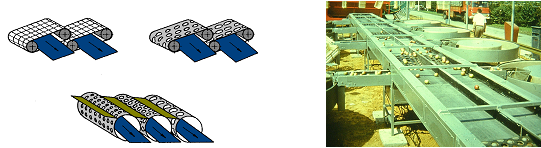
Figure 11.14 Equipments with square and round measuring gaps
Another example for this category is the shutter sorter with changing measuring gaps (Figure 11.15)
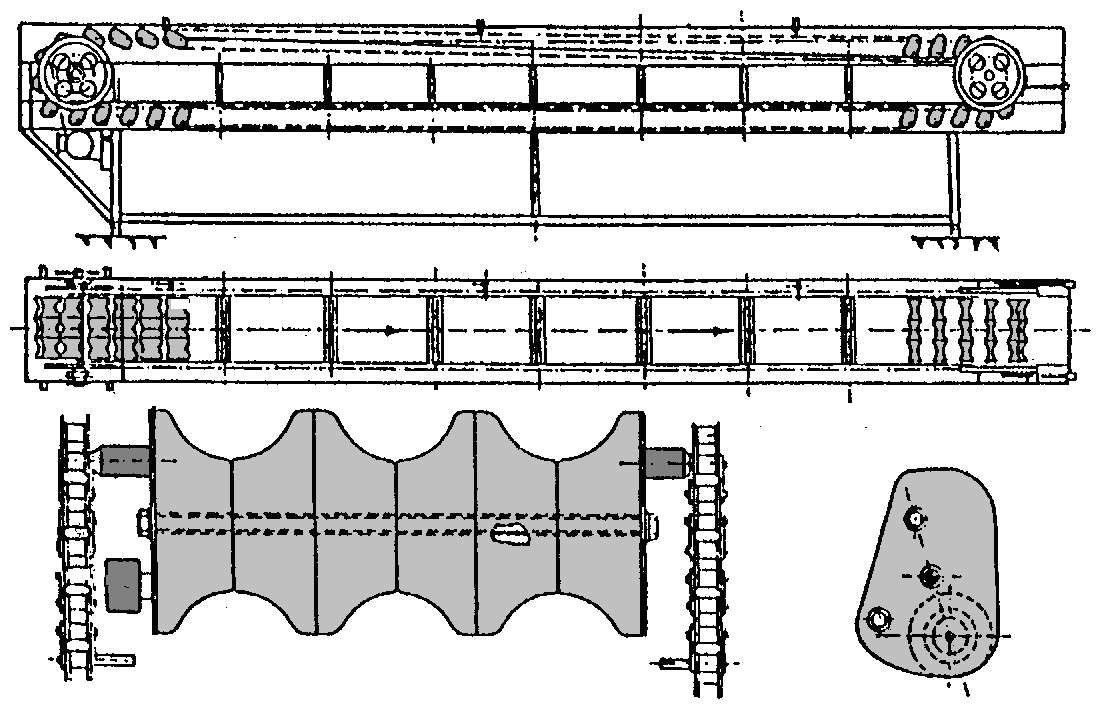
Figure 11.15 Shutter sorter with changing measuring gaps
Sorting dynamically according more than one square diameter
Typical example for sorting dynamically according more than one square diameter is the pair of rotating helix axles with changing cross-section. Its disadvantages are the high price and the low output (Figure 11.16).
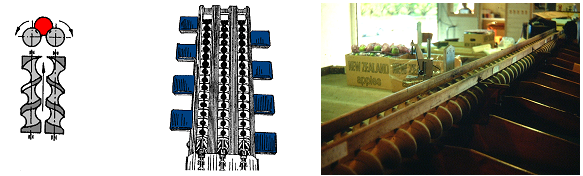
Figure 11.16 Pair of rotating helix axles with changing cross-section
A widely used solution in this category is the series of convex rollers of changing sizes and convexity. They are rotating the product by transporting it and the gaps are “measuring” more than one square diameter (Figure11.17)
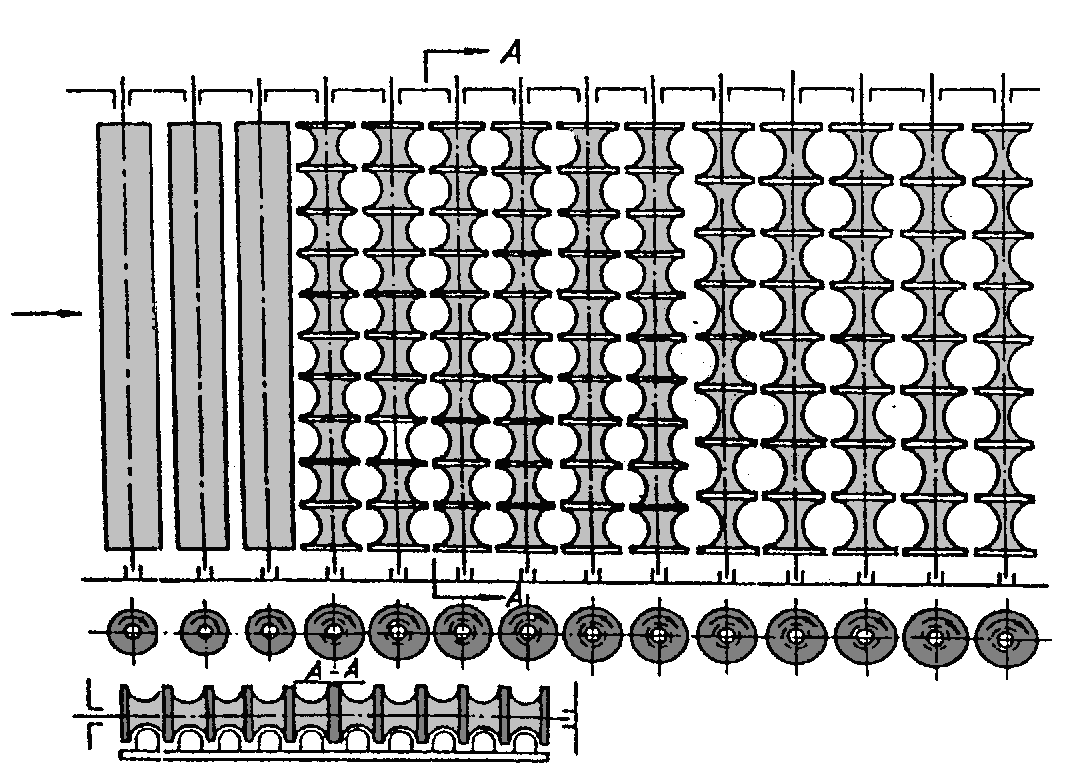
Figure11.17 Series of convex rollers of changing sizes and convexity
11.1.4.2 Weight sorting
The first weight sorters have used trays of uniform size. The trays containing one product each were conveyed by a pair of chains. Each tray had an axe which enabled it to tip. A bolt on the side of the tray was running over a rail, preventing the tipping of it. The rail was
discontinued from time to time by balances. If the weight of the product in the tray was higher than the preset balance value, the tray was tipping down and the product has fallen of in one of the weight fractions.
In the modern colour sorter the weighing is done electronically, which enables to preset the weight values and also the collection of data concerning the sorting procedure (total throughput, weight distribution, etc.). Each fruit or vegetable is placed automatically into a separate carrier. An electronic weighing system is used for both product and product carriers. After weighting the products are gathered in separate areas according their weights.
The latest sorter can provide a weighing accuracy of better than +/- 1.0 gram per fruit (Figure 11.18)
.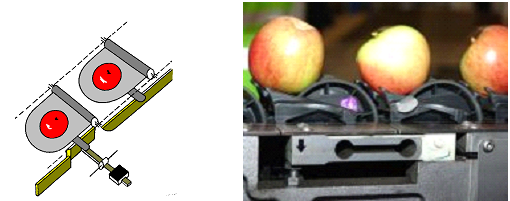
Figure 11.18 Working principle of weight sorters
11.2 Activities on sorting lines
11.2.1 Shape sorting can be accomplished manually or mechanically with, for example, a belt- or roller-sorter. When it is done automatically, the computer program determines other characteristics at the same time.
11.2.2 Size and shape sorting together can be done using image processing. By measuring multiple diameters from multiple digital images of each fruit, the fruit can optically sorted for size and shape.
Unusual fruit shapes that impact diameter, such as flatness and elongation, can be separated by this technology (Figure 11.19).

Figure 11.19 Electronic shape and weight sorter
11.2.3 Density sorting is performed using accurate diameter readings as well as accurate weight readings for each fruit.
The cut point between acceptable fruit and not is easily adjustable by the operator.
11.2.4 Blemish sorting is based on image processing. Sorting units are available already for
oranges, lemons, mandarins, apples, kiwifruit, pomegranates and avocados.
11.2.5 NIR separation includes a light source which is focused to illuminate a piece of fruit as it passes under the NIR system. Some of the light penetrates the fruit and is retransmitted.
The colour of the transmitted/reflected light is affected by the internal properties of the fruit.
The fruit reflection is measured by a spectrometer. This is an extremely sensitive colour detector, used to measure the colour difference in the transmitted/reflected light.
A digital signal processor (DSP) is used to process the information from the spectrometer and estimate the internal properties. The information is processed by the Internal Quality Sorting software and used as part of the fruit sorting information.
NIR can be used either in the reflectance mode (bouncing off or absorbed by the fruit) or in the transmission mode (passing through the fruit).
NIR wavelengths (800-2500 nm) are just slightly longer than those of visible light (400-750 nm) and are considered part of the infrared portion of the spectrum. Infrared (IR) can be used to measure temperature non-destructively.
NIR energy is absorbed by certain chemical groups (i.e., CH, OH, and NH) and not by others, allowing for detection and quantification of certain compounds. Among these compounds are chlorophyll, soluble solids, proteins, etc
NIR technique can be used in fruit and vegetable sorting for bruise detection, soluble solids, defect sorting, maturity, sugar content, etc.
The commercial equipment works as follows: The fruits or vegetables are placed on a belt, than they passes through an instrument which measures temperature using IR. They then passes through another box which shoots NIR light at them. The reflected light is read by a sensor and level of soluble solids is computed from the amount of light absorbed at certain wavelengths in the NIR range vs. the amount reflected. In the next step, fruits pass through a larger box containing a skin colour sensor and either a volumetric or weight seizer.
11.2.6 Automatic colour sort ing
At the very first constructions of colour sorters the reflected light of a special lamp from the product was processed by a colour sensor and decision was made to divert them into two categories. This technique is still used on tomato harvesters.
Modern colour sorters possess high speed image processing hardware system and real time data processing of massive information of colour CCD image acquisition system.
The colour sorting machines are also able to detect and remove soft, rotten, unripe, discoloured products, as well as insects, stems, leaves, and all kind of other foreign materials.
![]()
![]()

Hírek/News
Sajtóközlemény
A projekt célja magyar és angol nyelvű digitális tananyagok fejlesztése a Budapesti Corvinus Egyetem Kertészettudományi Karának hét tanszékén. Az összesen 14 tananyag (hét magyar, hét angol) a kertészmérnök Msc szak és a multiple degree képzés keretében kerül felhasználásra. A digitális tartalmak az Egyetem e-learning keretrendszerével kompatibilis formában készülnek el.
BővebbenSikeres pályázat
A projekt célja magyar és angol nyelvű digitális tananyagok fejlesztése a Budapesti Corvinus Egyetem Kertészettudományi Karának hét tanszékén. Az összesen 14 tananyag (hét magyar, hét angol) a kertészmérnök Msc szak és a multiple degree képzés keretében kerül felhasználásra. A digitális tartalmak az Egyetem e-learning keretrendszerével kompatibilis formában készülnek el.
A tananyagok az Új Széchenyi Terv Társadalmi Megújulás Operatív Program támogatásával készülnek.
TÁMOP-4.1.2.A/1-11/1-2011-0028
Félidő
A pályázat felidejére elkészültek a lektorált tananyagok, amelyek feltöltése folyamatban van.
![]() TÁMOP-4.1.2.A/1-11/1-2011-0028
TÁMOP-4.1.2.A/1-11/1-2011-0028