Vágó- és metszőeszközök a gyakorlatban
Szerző: Dr. Láng Zoltán
A koronaalakításhoz, ifjításhoz, termésritkításhoz, síkfal-metszéshez, tetejezéshez alkalmazott eszközök, gépek az alábbiak szerint csoportosíthatók: metszőollók, késes és kaszás eszközök, fűrésztárcsák, láncfűrészek (6.1. ábra).

6.1. ábra. A leggyakoribb vágó, metsző eszközök a szőlő- és gyümölcstermesztésben
Vágó- és metszőeszközök csoportosítása
A növények, vagy azok részei vághatók megtámasztásos és megtámasztás nélküli vágóeszközzel. A vágóél és a vágott keresztmetszet egymáshoz viszonyított elmozdulása alapján megkülönböztethetünk tiszta vágást és csúsztatva vágást, más szóval metszést. Szárvágás folyamatát a 6.2. ábrán követhetjük nyomon. A 0-1 szakaszban a szár kompressziója történik. Az 1-2 szakaszon a kés áthalad az anyagon, végül, a teljes átvágás során a vágóerő nullára csökken.
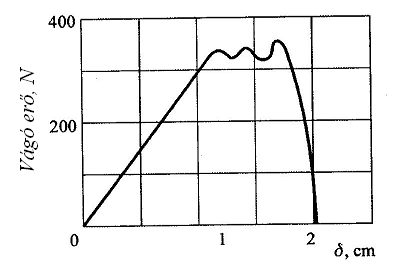
6.2. ábra. A vágóerő változása a szár átvágása során
Vizsgáljuk a vágás során ható erőket. Döntött helyzetű kés Fv vágóerejével a kés élére merőleges N vágási ellenállás és a T súrlódási erő tart egyensúlyt. Ha λ a kés dőlésszöge, akkor:
Fv = N.cos λ+T. sinλ ,
Mivel T= μ.N ,
behelyettesítés után: Fv= N(cos λ+ μ. sin λ)
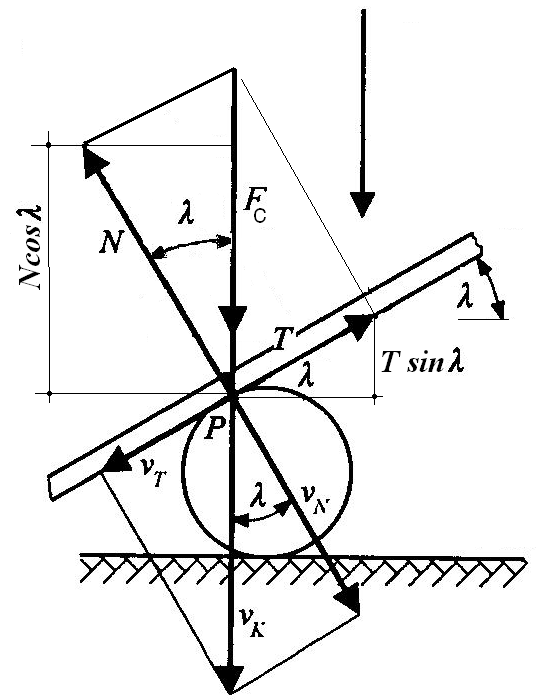
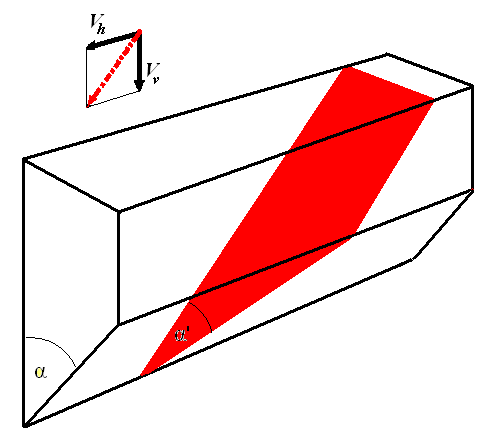
6.3. ábra. Döntött késélre ható erők és a vágás sebességviszonyai (Szendrő P. szerk.: Mezőgazdasági gépszerkezettan)
A 6.3. ábra a vágás sebességviszonyait is megmutatja. Ha vk a késsebesség, akkor annak késélre merőleges komponense vN és a késirányú összetevő vγ.
Megtámasztás nélküli vágás
A megtámasztás nélküli vágás sikeres megvalósításának feltétele, hogy a vágandó anyagban (pl. szárban) ébredő reakcióerő egyensúlyozza a vágáshoz szükséges erőt.
Növényi szárak (gabonafélék, fű stb.) vágásánál az alábbi reakcióerők ébrednek:
- a szárnak a vágás helyére redukált tehetetlenségi ereje;
- a szár hajlítási ellenállása;
- a szár húzással szembeni ellenállása;
- a többi szár támasztó hatása.
Az erőegyensúlyra az alábbi differenciálegyenlet írható fel:
Fv(δ)=Δm.(d2x/dt2)+Fhajl(x)+Fhúzás(x)+ Ftám(x) ,
Ahol:
Fv a szárvágás erőszükséglete (N)
δ a kés elmozdulásának mértéke a szárban (m)
Δm a szár vágás helyére redukált tömege (kg)
x a szár kitérése (m)
t a vágás kezdete óta eltelt idő (s)
Fhajl a szár hajlítási ellenállása (N)
Fhúzás a szárra ható húzóerő (N)
Ftám a többi szár támasztó ereje (N)
A hajlításból származó reakcióerőt az alábbi összefüggéssel számíthatjuk (6.4. ábra):
Fhajl = 3.I.E.x/h3
Ahol:
I a szár inercianyomatéka (m4),
E a szár rugalmassági modulusa (Pa),
h vágásmagasság a talajtól (m) .
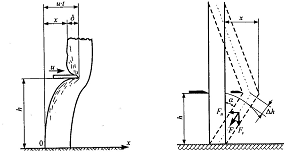
6.4. ábra. A megtámasztás nélküli vágás differenciálegyenletében szereplő változók értelmezése (Szendrő P. szerk.: Mezőgazdasági gépszerkezettan)
A szár húzásából származó reakcióerőt a 6.4 ábra jobb oldala szerint magyarázhatjuk. A szár megdöntése során a kés továbbra is h magasságban halad, ehhez a szárnak Δh értékkel hosszabbnak kellene lennie. Ez húzóerőt ébreszt. A húzó feszültség:
σ= F/A, amiből
F =A.E.Δh/h
A rekcióerő ennek a vízszintes komponense: Fn= F.sinα .
A támasztóerők közül legnagyobb jelentőséggel a tehetetlenségi erő bír, amely a késsebességgel van összefüggésben. Elfogadható minőségű vágáshoz ezért nagy (20-30 m/s) késsebességre van szükség. A legtöbb kerti fűnyíró mellett megtámasztás nélkül vág a sarló és a kasza (6.5. ábra).
6.5. Sarló és kasza, mint megtámasztás nélkül vágó eszközök
Megtámasztásos vágás
A megtámasztásos vágóeszközök ellenpengével, támasztó elemmel vagy ütköző lappal (üllővel) rendelkeznek. Ez az oka annak, hogy a sebességnek a vágás szempontjából nincs nagy jelentősége. Folyamatosan haladó vágógépnél (alternáló kaszánál) azonban – a kihagyás nélküli vágás eléréséhez – szükséges a késsebességet egy adott értéken tartani. Jellegzetes megtámasztásos vágóeszközök az ollók, metszőollók, forgó késdobos fűnyírók és alternáló kaszák.
Tiszta és csúsztatva vágás
Tiszta vágásról akkor beszélünk, amikor a kés kizárólag a vágó élre merőlegesen mozog a vágandó anyagban. Csúsztatva vágásnál a kés élre merőlegesen és él-irányban is elmozdul. A csúsztatva vágást nevezik metszésnek is. Tapasztalat szerint a metszés többnyire kisebb erőkifejtést igényel, és kevésbé roncsolja a vágott keresztmetszetet (metszlapot). Nem mond ez ellen az energia-megmaradás törvényének? Mérésekkel kimutatható, hogy a vágáshoz és a metszéshez szükséges munka (energia) azonos: metszésnél a kisebb erőkifejtés hosszabb úton valósul meg, ezért nincs ellentmondás a fentiekben (6.6. ábra).
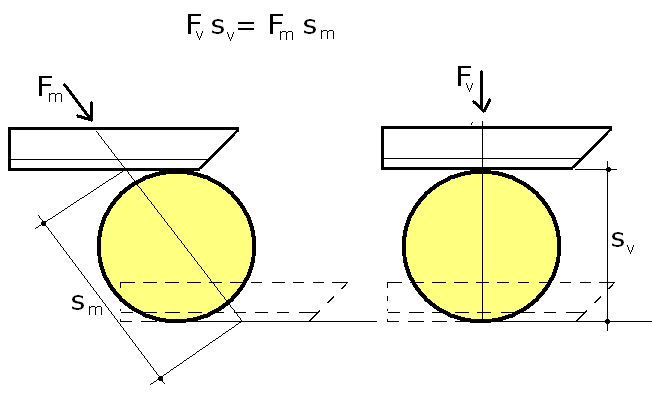
6.6. ábra. A metszésnél és vágásnál kifejtett munka azonossága
Miért kisebb a metszés erőigénye, mint a tiszta vágásé?
Tapasztalat szerint az élesebb késsel kisebb erőkifejtéssel lehet vágni. A csúsztatva vágó kés élesebb, mint a tisztán vágó, mert kisebb az élszöge. A magyarázatot a 6.7. ábra adja. Míg tiszta vágásnál a kés élszöge α, addig a csúszatva vágásnál α’. Látható, hogy α’< α, vagyis a kés metszés során élesebb.
6.7. ábra. A kés élszöge tiszta vágásnál és metszésnél
A legtöbb vágóeszközzel csúsztatva vágunk. Vannak azonban kivételek: olyan esetekben, amikor a vágópenge mozgását az anyagban a súrlódás vagy tapadás erősen fékezi, kedvezőbb a tiszta vágás (a penge a lehető legrövidebb úton haladjon át a vágott anyagon). Hétköznapi példák: vaj, sajt vágása.
Az ollók csoportosítása az élek alakja és a forgáspont helyzete szerint (6.8. ábra):
-
egyenes élűek:
- szimmetrikus, excentricitás nélküli élek (1);
- szimmetrikus, excentrikus élek (2);
- aszimmetrikus, excentrikus élek (3);
-
görbe élűek:
- aszimmetrikus, excentrikus, log. spirál élek (4);
- aszimmetrikus, excentrikus, archimedesi spirál élek;
- aszimmetrikus, excentrikus, körevolvens élek;
- aszimmetrikus, excentrikus, körív élek.
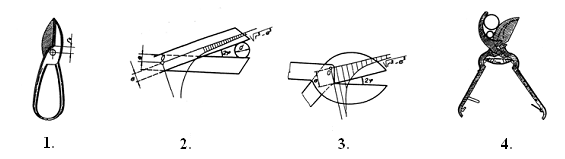
6.8. ábra. Ollók csoportosítása az élek alakja és a forgáspont helyzete szerint
Az ollókat működtetési módjuk szerint is csoportosíthatjuk:
-
kézi működtetésű ollók:
- marok ollók: ø 20 mm-ig;
- karos ollók: ø 30 mm-ig;
-
pneumatikus működtetésű ollók;
-
hidraulikus működtetésű ollók;
-
elektromos működtetésű ollók.
Vágó- és metszőeszközök típusai
Metszőollók
Kézi működtetésű ollók
A kézi ollókat élük megtámasztása alapján (6.9. ábra):
-
mellévágók (élő anyaghoz)
-
üllősek (száraz ágak és gallyak vágásához) lehetnek.

6.9. ábra. Mellévágó és üllős metszőolló
A kézi olló erőjátékát a 6.10. ábra alapján vizsgálhatjuk. Állandó munkában átlagosan 200 N marokerő kifejtésére vagyunk képesek.
Szakirodalmi adat, hogy az ágak átvágásához szükséges késerő 400 N/ágátmérő cm-re vehető.
Az olló geometriai méreteit figyelembe véve az erőegyensúly vágás során:
Fm. 12= Fv.3 (Ncm)
ahol Fm=200 N a marokerő és
Fv az ágra ható késerő
Kifejezve a késerőt: Fv = Fm.12/3=.200.12/3=800 N.
A marokerő ezek alapján d=800/400(N/N/cm)= 2 cm átmérőjű ágat képes átvágni.
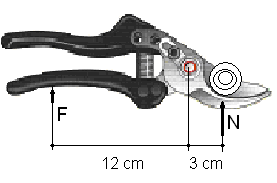
6.10. ábra. A kézi olló erőjátéka
A metszőolló kialakításánál cél a metszési erőszükséglet minimalizálása.
A vágási erőt:
-
a „teher karjának” csökkentésével, és
-
az él-irányú késelmozdulás növelésével (metszés)
tudjuk befolyásolni.
A teher karjának csökkentése
A kéz szorító ereje a teher karjával (b) egyenes arányban változik (Fm.a= Fv.b). Szerkezeti kialakítással (aszimmetrikus élű ollók) b alacsony értéken tartható, ezzel az Fv késerő növekszik (6.11. ábra).
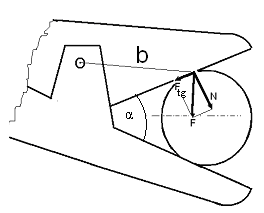
6.11. ábra. A gally és a forgáspont közötti távolság értelmezése
Az él-irányú késelmozdulás növelése
A metsző hatás vizsgálatához tanulmányozzuk az olló élének a vágott anyagban történő elmozdulását (6.12. ábra). Az olló mozgó pengéje a vágási pontban S irányban mozdul el. Az élre merőleges és él-irányú összetevőkre történő felbontással értelmezni tudjuk a csúsztató hatást (Stg). Minél nagyobb az α nyílásszög, annál nagyobb a csúsztató összetevő az élre merőlegeshez képest.
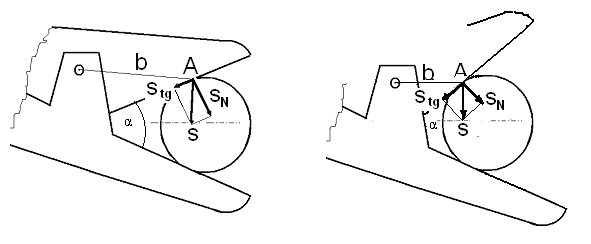
6.12. ábra. Az olló nyílásszögének hatása a csúszatva vágásra
Másrészről α csak addig növelhető, míg a gally ki nem csúszik az élek közül. A kicsúszást az élek mentén ébredő súrlódó erő fékezi. A 6.13. ábra A vázlata a gally felületére ható normális késerőt és az ennek hatására ébredő él-menti súrlódó erőt mutatja. Ha ezeket közös támadáspontba toljuk el, és megrajzoljuk N és S eredőjét mindkét élre, R eredő erőket nyerjük. A B vektorábra olyan esetet mutat, amelynél az R erők eredője, az E erő az ollóból kifele mutat. Ekkor a gally kicsúszik az élek közül. Ha záródik az olló, az erők szöghelyzete is változik. Elérkezik az az állapot, amikor az R erők egy egyenesbe esnek (semlegesítik egymást), így E erő nulla lesz (C vektorábra). Ekkor a gally már nem csúszik tovább kifele az ollóból, megkezdődik a metszés. Az ehhez az állapothoz tartozó α szög legnagyobb és egyben a legkedvezőbb olyan szög, amikor már metszés létrejön. Forgásponttal rendelkező egyenes élű ollóknál tovább zárva az éleket a csúsztató hatás is tovább csökken (ld. a 6.12. ábrát).
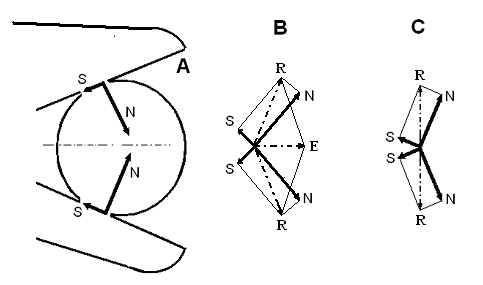
6.13. ábra. A normál és súrlódó erők változása az olló zárásával
Íves élű ollóknál (6.14. ábra) megszerkeszthető mindkét él íve oly módon, hogy α szög a zárás során mindvégig állandó maradjon.
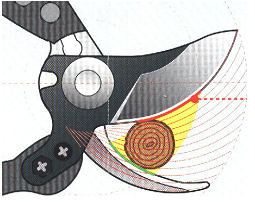
6.14. ábra. Íves élű olló, melynél az α szög a zárás során mindvégig állandó
Pneumatikus működtetésű ollók
A marokerőt itt nagynyomású levegővel működtetett munkahenger váltja ki. A pneumatikus ollókat működtető rendszer felépítését a 6.15. ábra mutatja.
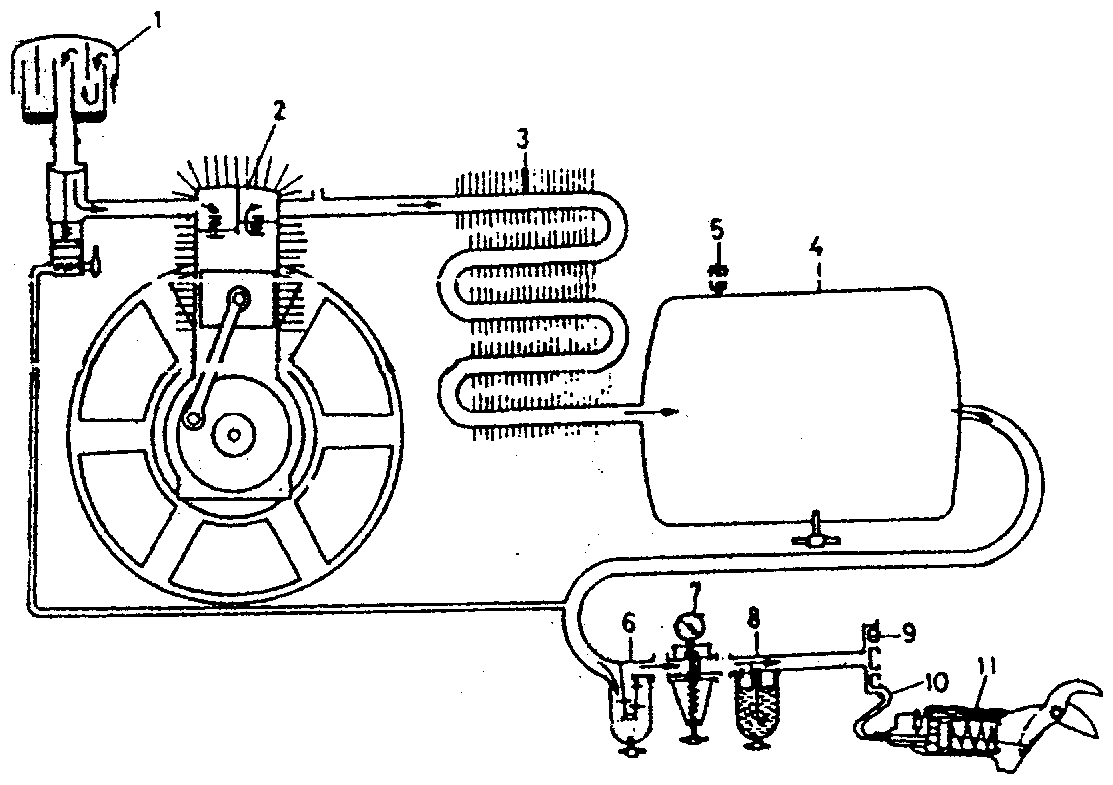
6.15. ábra. A pneumatikus ollókat működtető rendszer.
- Légszűrő és nyomásszabályozó,
- Kompresszor
- Léghűtő
- Légtartály
- Biztonsági szelep
- Vízleválasztó
- Nyomáscsökkentő és nyomásmérő
- Olajozó
- Elosztó
- Flexibilis vezeték
- Pneumatikus metszőolló
A pneumatikus metszőollók felépítése (6.16. ábra):
Az olló markolata magában foglalja a munkahengert. A dugattyú a mozgó pengéhez csatlakozik. Kézi működtetésű útszelep irányítja a nagynyomású levegőt: a kart behúzva a levegő belép a hengertérbe és rugó ellenében elmozdítja a dugattyút jobbra. Ekkor a dugattyú alján lévő kilépő nyílás zárva van. A kart elengedve a nagynyomású levegő útja bezárul és nyílik a kilépő nyílás (ld. a 6.16. ábra szerinti állapotot).
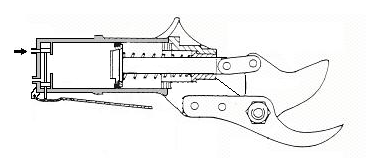
6.16. ábra. Pneumatikus metszőolló felépítése
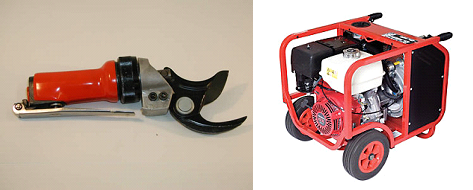
A mozgó él vágóereje a levegő nyomásától, a dugattyúfelülettől és a dugattyúrúd és mozgópenge közötti karáttételtől függ. A szokásos levegő-nyomás 0,8-1,2 MPa. Sem ennek, sem a dugattyú felületének növelésére (a marokméret miatt) nincs lehetőség. A vágóerő oly módón fokozható, ha két dugattyút működtetnek a hengerben, egymástól elválasztott térben (6.17. ábra). A nagy nyomású levegő az első hengertérből a másodikba a rúd furatán keresztül jut. Ezzel a módszerrel a vágóerő közel megduplázható. A 6.18. ábra bal oldala teljes pneumatikus rendszert, a jobb oldali kép metszőollót mutat.
6.17. ábra. Két dugattyús pneumatikus metszőolló

6.18. ábra. Pneumatikus rendszer és a metszőolló
A pneumatikus metszés előnyei az alábbiak:
-
gyors vágás,
-
kis tömegű ollók,
-
egyetlen, könnyű tápvezeték szükséges
Hátrányai:
-
fagyérzékenység: a légkifúvó nyílás már fagypont felett is befagyhat,
-
a hidraulikus ollókénál alacsonyabb vágóerő.
Hidraulikus működtetésű ollók
Működésmódjuk megegyezik a pneumatikusokéval. A kézi erőt itt nagynyomású folyadék energiája helyettesíti. Nagyobb, 1,2-7 MPa nyomástartományban dolgoznak, mely növelt vágóerőt eredményez. Működésükhöz két csővezetékre van szükség, melyet egymáson belül helyeznek el (6.19. ábra).
A hidraulikus rendszer előnyei:
-
nincs befagyás veszély,
-
nagy vágóerő: vastagabb ágak vághatók
Hátrányai:
-
lassúbb vágás,
-
nehezebb olló és vezetékek (két nagynyomású cső folyadékkal töltve).
6.19. ábra. Hidraulikus működtetésű metszőolló és tápegység
Mind a pneumatikus, mind a hidraulikus rendszer alkalmas további eszközök, mint pl. láncfűrész, gallyrázó stb. működtetésére. A 6.20. ábra pneumatikus rendszerre csatlakoztatható eszközöket mutat.

6.20. ábra. Pneumatikus rendszerre csatlakoztatható eszközök
Elektromos metszőollók
Az elektromos metszőollók energiaforrása a metszőmunkás által hordozott akkumulátor-csomag (6.21. ábra). A tápegységet az ollóval kb. 1 m hosszú kábel köti össze). Egy olyan akkumulátor, mely 8-10 óráig képes áramot szolgáltatni, 2-3 kg tömegű.
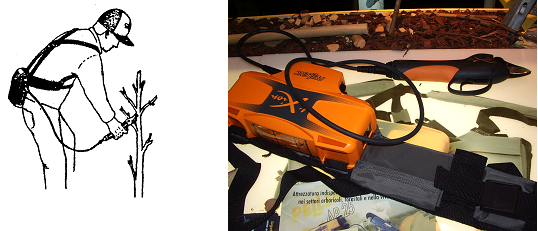
6.21. ábra. Elektromos metszőolló és akkumulátor csomagja
Az elektromos ollók fejlett elektronikával rendelkeznek: a vágóerő pl. a ravasz meghúzásának mértékében változik (6.22. video). Akár 3,0-4,5 cm átmérőjű ágak vágásánál is szabályos, roncsolásmentes metszlapot hagynak hátra.
6.22. video. Munkálatok elektromos metszőollóval
Az elektromos metszőollók előnye, hogy lehetővé teszik a csoporttól független, egyéni munkát. Hátránya a magas ár és a nehéz akkumulátorcsomag, amit munka közben hordozni kell. Sok közismert gyártó kínál elektromos ollókat akkumulátorcsomaggal, vagy az ollóba épített tápegységgel. Ez utóbbiak természetesen sokkal rövidebb munkaidőt engednek meg utántöltés nélkül. Ezért elsősorban hobbi kertészek számára készülnek (6.23. ábra).

6.23. ábra. Elektromos metszőolló markolatba épített akkumulátorral
A 6.1. táblázat különböző működtetésű metszőollók fő adatait foglalja össze.
6.1. táblázat. Metszőollók vágási átmérője és tömege
|
Működésmód |
Vágható átmérő (mm) |
Ollótömeg (g) |
|
Kézi |
20 |
200-300 |
|
Elektromos |
30-45 |
900 |
|
Pneumatikus |
30 |
700-750 |
|
Hidraulikus |
50 |
900 |
Késes és kaszás metszőberendezések
Forgó késekkel és kaszákkal ellátott vágószerkezeteket elsősorban a szőlő zöldmunkáiban alkalmaznak. Felépítésüket és működésüket a 10. fejezetben mutatjuk be.
Fűrésztárcsás metszőberendezés
Ezeknél a gépeknél merev kereten csapágyazott tárcsák sora alkot egy metszőfelületet (6.24. ábra). A merev keret szöghelyzete állítható, így síkfalmetszésre és tetejezésre egyaránt alkalmas.
6.24. ábra. Fűrésztárcsás metszőberendezés
A nyesedékkezelés eljárásai
Az évente hazánkban keletkező több százezer tonna fás maradvány gyűjtésére és feldolgozására az alábbi lehetőségek kínálkoznak:
-
helyben zúzás/aprítás, majd talajba forgatás;
-
helyben aprítás, az apríték elszállítása;
-
hengerbálázás, gyűjtőhelyre szállítás, majd aprítás és tüzelés;
-
a fás maradványok gyűjtése és elszállítása egy olyan tároló helyre, ahol természetes úton elkorhad.
Égetés során mintegy 2.5 kWh/kg energia termelődik, amely jelentős, összehasonlítva a fűtőolaj 11,6 kWh/kg értékével. Az apríték (chips vagy pellet) előállításához felhasznált energia kb. 12%-a az elégetéséből származó energiának, a visszamaradó 88% jelenti a megújuló energia hányadot. Az eljárás tehát gazdaságos.
Helyben zúzás vagy aprítás, talajba forgatás
Zúzás alatt itt azt az eljárást értjük, amelynél az apríték szabálytalan méret-összetételű. Első lépésként az aprítékot egy rendterelő eszköz a növényzet alól középre sepri, azután következik a zúzás (6.25. ábra). A két művelet egy menetben is végezhető.

6.25. ábra. Rendterelő, szárzúzó, és a talajon beforgatásra váró apríték
Az ismert szárzúzógépek függőleges és vízszintes zúzó tengellyel készülnek. A függőleges tengelyű gépek (6.26. ábra) lengő késekkel rendelkeznek, támasztó kés nélkül (I.), vagy támasztó késekkel (II.).

6.26. ábra. Függőleges tengelyű lengő késes szárzúzó
A vízszintes tengelyű szárzúzók különféle alakú lengőkésekkel ellátva készülnek. Egyes változatoknál támasztó késeket is találunk. A hátsó acél gereblye a nagyobb darabok visszatartására szolgál (6.27. ábra).
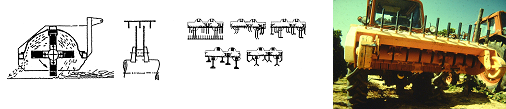
6.27. ábra. Vízszintes tengelyű szárzúzó különféle zúzóelemekkel
Helyben aprítás dobos aprítógéppel történhet. Az aprítógép késes aprítódobja ellenkéssel együtt vág, az aprítékhosszak a dob fordulatszámával beállíthatók (6.28. ábra).
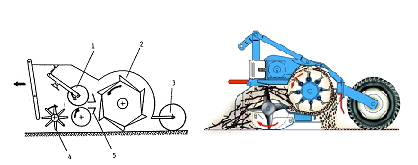
6.28. ábra. Dobos aprítógép 1. tömörítő-etető hengerek, 2. késes aprítódob, 3. járókerék, 4. felszedő ujjas henger, 5. ellenkés
A gép által hátrahagyott aprítékot később talajba forgatják.
Helyben aprítás, az apríték elszállítása
Rendről felszedés, aprítás, az apríték tároló helyre szállítása ugyancsak dobos aprítógéppel történik, itt az apríték azonban nem a talajra kerül, hanem a késes dob azt vezető csövön keresztül pótkocsira dobja (6.29. ábra).
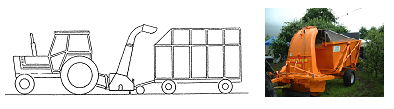
6.29. ábra. Rendfelszedés, aprítás, szállítás egy menetben
Hengerbálázás
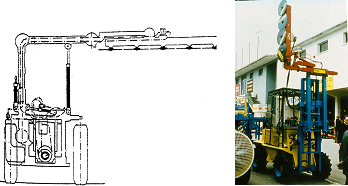
Az utóbbi években megjelentek az olyan megerősített kivitelű állandó présterű, görgős hengerbálázók (göngyölegprések), melyek alkalmasak nyesedék bálába tömörítésére. A bálák ezután gazdaságosan szállíthatók, majd egyben vagy aprítva eltüzelhetők (6.30. ábra).

6.30. ábra. Megerősített szerkezetű hengerbálázók alkalmazása szőlő- és gyümölcsnyesedék felszedésére és tömörítésére
A fás maradványok aprítás nélküli kihordása
A fás maradványok sorközi kitolására nincs lehetőség, mivel az összetorlasztott ágtömeg elzárná az utat a továbbhaladás elől. A gyűjtés és kihordás ezért speciális eszköz alkalmazását teszi szükségessé. Megoldást jelent a 6.31. ábrán látható gyűjtővilla alkalmazása. A traktor a talajra süllyesztett, nyitott villával betolat a sorba addig, míg az meg nem telik nyesedékkel. Ekkor leszorítja a felső villát, megemeli az egész egységet és előre kiszállítja a rakományt a sorból. A műveletet szükség szerint megismétli. Ez az eljárás olcsó, de mivel nem használja ki a nyesedékben rejlő energiát, pazarló is.

6.31. ábra. Nyesedék kihordása aprítás nélkül a gyümölcsösből
Ellenőrző kérdések
- Mi a különbség a tiszta és a csúsztatva vágás között?
- Magyarázza a tiszta és a csúsztatva vágás eltérő vágóerő-szükségletét.
- Mutasson példát megtámasztásos és megtámasztás nélküli vágószerkezetekre.
- Vázlatok segítségével magyarázza a metszőollók legnagyobb vágási szögét. Mitől függ ennek értéke?
- Vázolja a pneumatikus metszőolló szerkezetét, magyarázza működését. Ismertesse a jellemző üzemi nyomástartományát, nevezze meg a pneumatikus metszőberendezések előnyeit és hátrányait.
- Ismertesse a hidraulikus metszőberendezés felépítését, azok előnyeit és hátrányait.
- Ismertesse az elektromos metszőberendezés fő szerkezeti elemeit, fontosabb üzemi jellemzőit.
- Vázlat segítségével magyarázza a késes és fűrésztárcsás vágóberendezések működését.
- Ismertesse a főbb nyesedékkezelési eljárásokat. Vázolja a helyben történő nyesedék-zúzás és aprítás gépeit.
- Vázoljon helyben aprításra és az apríték elszállítására alkalmas gépet.
![]()
![]()

Hírek/News
Sajtóközlemény
A projekt célja magyar és angol nyelvű digitális tananyagok fejlesztése a Budapesti Corvinus Egyetem Kertészettudományi Karának hét tanszékén. Az összesen 14 tananyag (hét magyar, hét angol) a kertészmérnök Msc szak és a multiple degree képzés keretében kerül felhasználásra. A digitális tartalmak az Egyetem e-learning keretrendszerével kompatibilis formában készülnek el.
BővebbenSikeres pályázat
A projekt célja magyar és angol nyelvű digitális tananyagok fejlesztése a Budapesti Corvinus Egyetem Kertészettudományi Karának hét tanszékén. Az összesen 14 tananyag (hét magyar, hét angol) a kertészmérnök Msc szak és a multiple degree képzés keretében kerül felhasználásra. A digitális tartalmak az Egyetem e-learning keretrendszerével kompatibilis formában készülnek el.
A tananyagok az Új Széchenyi Terv Társadalmi Megújulás Operatív Program támogatásával készülnek.
TÁMOP-4.1.2.A/1-11/1-2011-0028
Félidő
A pályázat felidejére elkészültek a lektorált tananyagok, amelyek feltöltése folyamatban van.
![]() TÁMOP-4.1.2.A/1-11/1-2011-0028
TÁMOP-4.1.2.A/1-11/1-2011-0028